焊接是機械加工非常重要的環節之一。許多情況下機械零部件的加工是靠焊接完成的。而焊接過程中最易出現的問題就是焊后裂紋。因此,如何提高金屬焊接的抗裂性是人們一直探討的理論和實踐問題。金屬焊接以同種材料最為理想。但是,在許多情況
下,出于設計的需要,往往要將不同材料焊接在一起。因此,如何提高不同型號鋼材焊接的抗裂性,在生產和實踐中有及其重要意義。
1 石油測井儀器外殼設計特點
石油測井儀器因為其特殊的使用要求決定了其外部形狀多為管狀殼體,殼體與殼體之間通常使用螺紋連接。因此,在整個殼體加工過程中經常會涉及焊接問題。比如,石油測井儀器外殼直徑普遍會有變化,出于機械加工工藝需要,經常會分別加工粗細兩部分再焊接在一起; 有時殼體與芯體之間需要定位,必須在殼體上加工小孔再同定位柱實施焊接等等。如果是同等材料焊接,工藝相對簡單; 遇到不同型號金屬材料焊接,就要對其焊接性能和焊接工藝進行分析和研究。本文就某外殼加工過程中外殼體與定位柱實際焊接過程中的抗裂性工藝問題進行探究。某石油測井儀外殼結構如圖1 所示,
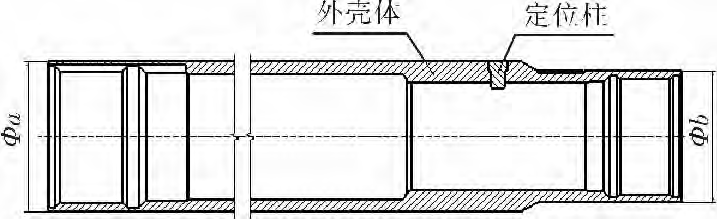
圖1 某石油測井儀外殼結構示意圖
由外殼體和定位柱組成。外殼體為粗端為Φa、細端為Φb的圓柱體,采用馬氏體不銹鋼2Cr13; 定位柱采用奧氏體不銹鋼1Cr18Ni9Ti。對二者實施焊接后要求表面光滑,且焊縫處能夠承受一定外部壓力。因此,必須要保證二者的焊接質量,特別是不能出現加渣和焊后產生冷裂紋現象。
2 2Cr13 與1Cr18Ni9Ti 的焊接性能分析
2Cr13屬典型馬氏體不銹鋼。馬氏體不銹鋼是指經淬火處理后在常溫下獲得馬氏體組織的不銹鋼,這類鋼可在空氣中淬硬,所以焊接性很差,不采取有效措施不能獲得滿意的焊接接頭; 1Cr18Ni9Ti則屬奧氏體不銹鋼,奧氏體不銹鋼是指在常溫下具有單相組織的不銹鋼。相對于馬氏體不銹鋼較容易焊接,一般情況下能很好地適應于熔化焊接,其可焊性屬良好。因此,當馬氏體不銹鋼和奧氏體不銹鋼相互焊接時,就需要在兼顧兩者的情況下有所側重。本文著重討論如何提高馬氏體不銹鋼的焊接抗裂性,同時結合奧氏體不銹鋼的特點,采用合理的工藝來降低焊縫和熱影響區的硬脆化和冷裂紋傾向。
3焊接方法
原則上,任何焊接方法都可以用來焊接馬氏體不銹鋼。但是,異型鋼材的焊接,除了應考慮接頭能否滿足使用要求、母材性質及工作條件外,還應著重考慮焊接方法對焊縫中母材熔化比例( 即熔合比) 的影響。實際生產中手工焊因具有工藝靈活、母材熔合比小的特點,在異型鋼焊接中是經常使用的。因此,本試驗將采取手工氬弧焊的試驗方法。
4 焊接工藝
就2Cr13而言,由于其焊接熱影響區具有強烈的淬硬傾向,即使采用匹配的焊接材料,而不采取一些特殊的焊接工藝也難以獲得沒有缺陷及使用性能優良的焊接接頭。因此,采用合適的工藝措施是十分必要的。除此之外,還要對焊縫坡口的設計、加工以及焊縫性質提出具體要求。具體采用焊接工藝如下:
(1) 焊前預熱
不同材質的鋼材,焊接工藝要求是不同的。焊接馬氏體不銹鋼,由于其有強烈的淬硬傾向,因此,焊前母材金屬必須預熱。預熱可以降低熱影響區的淬硬傾向,防止產生冷裂紋。本試驗將焊前預熱溫度控制在200℃左右,低于馬氏體的開始轉變溫度,符合實際。
(2) 焊接過程中的敲擊
由于奧氏體不銹鋼導熱性能差,膨脹系數大,拘束狀態下焊接易產生較大的焊接應力。因此,奧氏體不銹鋼焊接時不僅易產生熱裂紋,而且冷卻時收縮應力大。所以,本試驗在焊接過程中,采用邊焊接邊敲擊焊縫金屬的辦法,以減小焊件殘余應力,防止熱裂紋的產生。
(3) 電流控制
在金屬焊接工藝中,電流的控制是非常重要的。本試驗將焊接電流控制在120~135A,有效地保證了焊接過程的實施。
(4) 焊接層間保溫措施
在焊縫填充量較大的情況下,為了有效地防止焊接裂紋的產生,易采取分層焊接的方法,先焊接一層,待溫度降低以后再焊接另一層。與此同時對焊縫金屬進行敲擊,以克服由于線性膨脹系數不同所造成的收縮應力不同而產生的裂紋傾向。
(5) 焊后緩冷
焊后保溫是鋼材尤其是不銹鋼材焊后處理的重要環節。就馬氏體不銹鋼而言,在焊接冷卻速度較慢時,容易出現粗大的馬氏體加塊狀鐵素體組織; 在冷卻速度較快時,又易產生粗大的馬氏體組織。兩者都能明顯降低接頭塑韌性,出現過熱區脆化。因此,本試驗在焊接完成后對焊件采取了一定的保溫措施,使其緩慢冷卻,以減少過熱區脆化的影響程度。
5 外部壓力試驗
把該石油測井儀器外殼兩端用試壓帽、試驗堵頭連接好后,放到壓力井中做外部壓力試驗,在要求的保壓時間內,驗證焊縫處是否能承受設計的外部壓力。儀器保壓過程正常,該石油測井儀器外殼焊縫處能滿足承受一定的外部壓力的設計要求。
6 結束語
本試驗對外殼體用馬氏體不銹鋼( 2Cr13) 、定位柱用奧氏體不銹鋼( 1Cr18Ni9Ti) 的焊接性能、力學性能進行了分析,提出了焊接時采用某型號焊條和焊前預熱焊后緩冷等工藝措施,找到了一種避免產生焊表冷裂紋的有效方法,取得了理想的效果,為異型鋼材的焊接探索出一條有效可行的途徑。焊后壓力試驗表明,殼體能夠滿足設計對外部壓力的要求。